Les principales applications sont :
- composants du secteur automobile : elle est largement utilisée pour la réalisation de monocoques, de châssis et d’autres éléments nécessaires à la fabrication des automobiles ;
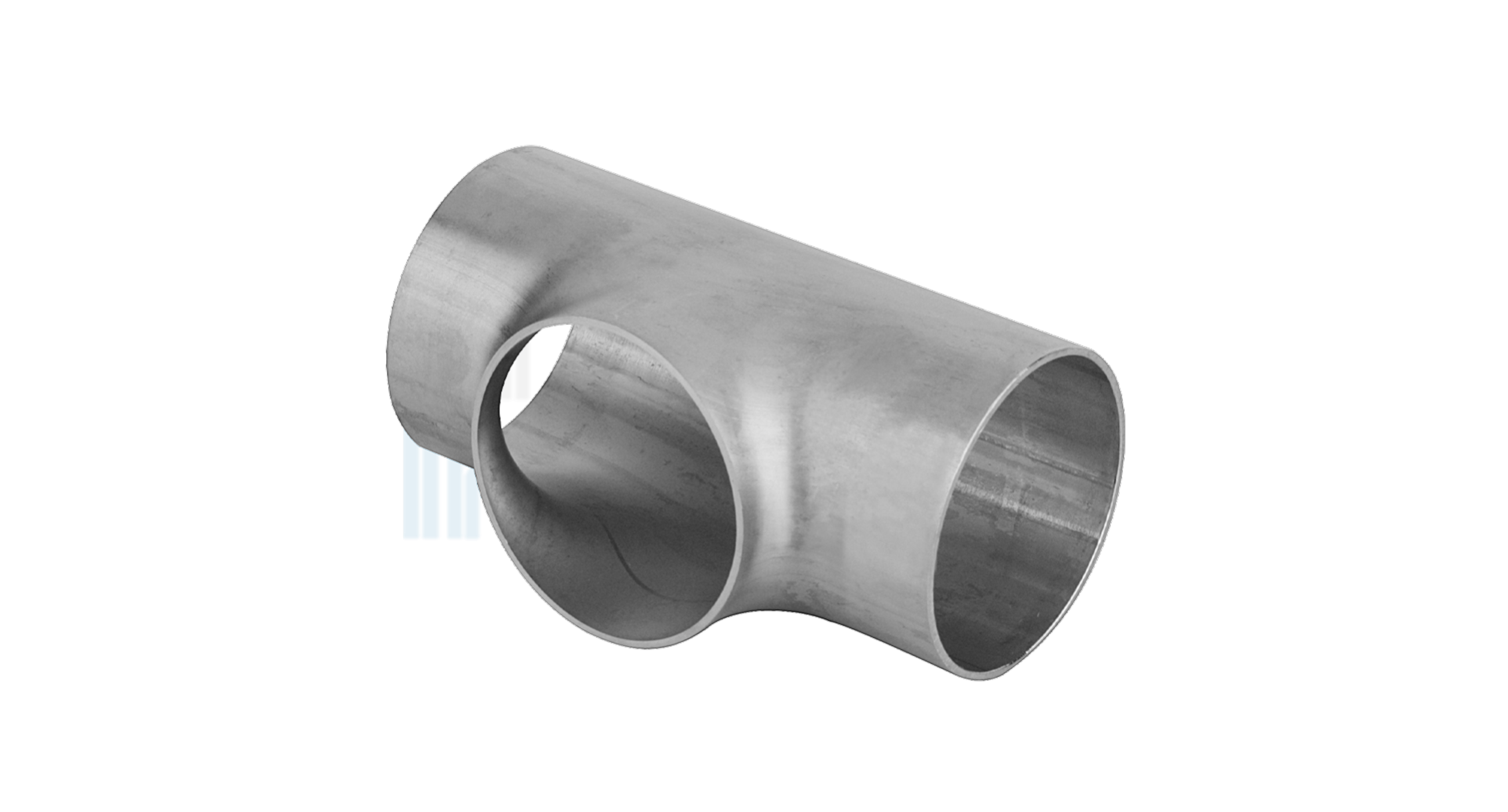
- secteur hydraulique : cette catégorie comprend notamment les raccords en T utilisés dans les installations hydrauliques.
Quelles sont les principales phases du procédé d’hydroformage ?
Le procédé de fabrication par hydroformage commence par l’introduction d’un segment tubulaire à l’intérieur de la presse, au niveau de la cavité du moule. La presse est ensuite fermée et, par les ouvertures latérales, de l’eau est injectée à l’intérieur du tube à former. Une fois le remplissage terminé, les vérins latéraux se déplacent axialement et mettent le fluide sous pression, ce qui pousse le matériau à épouser la forme de la cavité du moule. À la fin du procédé, c’est-à-dire après le temps nécessaire pour obtenir une forme constante et stable, le composant peut être vidé du fluide, extrait et éventuellement orienté vers les phases de transformation suivantes.
Les avantages des composants obtenus par hydroformage
Les raccords en T, ou les autres composants, obtenus par le procédé d’hydroformage présentent des avantages non négligeables pour la réalisation d’installations ou d’assemblages de grandes dimensions. En particulier :
1. Réduction du nombre de composants nécessaires à la réalisation d’un même ensemble : cet avantage entraîne de nombreux bénéfices en termes de réduction des opérations d’usinage, des temps et des coûts globaux du procédé ;
2. Réduction du poids : la problématique de l’allègement, surtout dans le domaine automobile, est de plus en plus importante, car le poids des véhicules est directement proportionnel à la consommation de carburant et à la production d’émissions. Cette caractéristique est donc importante non seulement d’un point de vue productif, mais également d’un point de vue environnemental.
Les paramètres les plus importants du procédé d’hydroformage
Pour la bonne réalisation des pièces par hydroformage, certains aspects liés à la production et au matériau sont essentiels :
3. Formabilité du matériau : elle est nécessaire pour que le procédé fonctionne correctement et que la pièce, par exemple le raccord en T, ne se rompe pas lors de l’application de la pression ;
4. Frottement à l’interface : le frottement entre le moule et la pièce doit être correctement calibré ;
5. Paramètres machine : ils incluent les temps, les pressions et les mouvements des vérins axiaux, qui doivent être réglés correctement afin d’obtenir une fabrication efficace et efficiente des pièces.
Comme exposé brièvement, cette technologie de formage innovante représente une solution concrète pour le présent, mais également une perspective fondamentale pour l’avenir afin de répondre aux exigences et aux contraintes de l’industrie moderne.
Les équipements et les composants du procédé d’hydroformage des raccords en T
Comme vu précédemment, le procédé d’hydroformage des raccords en T présente des avantages importants qui en font une alternative valable aux méthodes classiques de production de ces composants. Outre le choix des matériaux appropriés, l’équipement joue un rôle fondamental :
* Le moule : il doit présenter des caractéristiques spécifiques en termes de géométrie, d’état de surface, de matériau, de dureté et, enfin, de température de préchauffage en service ;
* La presse : elle est essentielle pour garantir la force nécessaire à la fabrication des raccords en T. Les paramètres à contrôler sont la vitesse de travail, le taux de production, la rigidité du système, la précision de la forme obtenue et la force de fermeture.
Une conception incorrecte du moule ou le choix d’une presse inadaptée à la pièce produite peuvent entraîner des problèmes plus ou moins importants en phase de production, tels que l’augmentation des rebuts ou, dans les cas les plus graves, l’impossibilité de produire les composants souhaités. Ces phases représentent donc des opérations fondamentales dans la chaîne de production.
En plus de ces équipements, il convient également de prendre en compte :
* Les caractéristiques de la pièce : notamment les propriétés physiques, thermiques et mécaniques, importantes aussi bien en phase de production que durant l’utilisation des raccords en T ;
* L’interface moule-pièce : la prise en compte du transfert thermique et du procédé de lubrification le plus approprié peut être déterminante pour prolonger la durée de vie du moule et améliorer la production des composants ;
* La zone de déformation : comprendre les contraintes, les températures et les mécanismes agissant dans cette zone permet d’améliorer l’efficacité du procédé et les propriétés finales du produit ;
* L’installation de production : c’est-à-dire le personnel dédié au procédé, les analyses environnementales, le respect des normes de qualité et l’espace disponible au sein de l’entreprise.
Approfondir correctement chacun de ces aspects constitue une condition essentielle pour obtenir des produits conformes aux spécifications et aux normes en vigueur.
Focus sur le moule d’hydroformage
Le moule, comme indiqué précédemment, est un élément central du procédé d’hydroformage des raccords en T. Les composants fondamentaux de cet équipement sont :
1. Partie supérieure : composée du demi-moule supérieur et de la plaque supérieure ;
2. Partie inférieure : composée du demi-moule inférieur et de la plaque inférieure ;
3. Dispositifs de centrage sur les plateaux de la presse ;
4. Vérin horizontal ;
5. Vérin de maintien (ou d’étanchéité) ;
6. Supports des vérins.
Chacun de ces éléments remplit une fonction spécifique et est indispensable à la bonne réussite de la production. Chaque projet présente en outre des criticités particulières qui doivent être traitées sur le terrain, en s’appuyant d’une part sur l’expérience du concepteur et le savoir-faire de l’entreprise, et d’autre part sur les spécifications fournies par le client ou par les normes internationales en vigueur.
L’importance du procédé de préformage pour la production des raccords en T
Dans les paragraphes précédents, les aspects fondamentaux du procédé d’hydroformage ont été mis en évidence, en présentant les principaux équipements, les avantages et les possibilités offertes par cette technologie innovante.
Il existe toutefois des améliorations possibles afin d’exploiter pleinement les avantages et de réduire au minimum les inconvénients du procédé : parmi celles-ci figure la phase de préformage.
Quel est l’objectif du préformage des tubes ?
Les raisons justifiant l’utilisation des opérations de préformage sont multiples. Parmi elles, on peut citer :
- les tubes deviennent plus adaptés à leur mise en place dans le moule d’hydroformage, évitant ainsi l’utilisation d’équipements secondaires coûteux et encombrants dans l’îlot de travail ;
- une meilleure répartition des épaisseurs de la pièce en fin de procédé ;
- une pré-déformation identique avant d’atteindre les phases d’hydroformage, garantissant un procédé uniforme et homogène sur l’ensemble de la pièce ;
- une réduction des contraintes résiduelles après hydroformage, qui peuvent constituer un problème non négligeable et entraîner des ruptures en service, en particulier en présence de charges de fatigue et, a fortiori, lorsque les contraintes résiduelles sont de traction ;
- une meilleure possibilité d’alimentation axiale du procédé, permettant d’améliorer l’efficacité et de réduire les déchets, un enjeu de plus en plus important dans l’industrie moderne.
Ces avantages montrent clairement que les phases en amont du procédé d’hydroformage des raccords en T sont non seulement bénéfiques, mais également nécessaires pour obtenir des produits uniformes, durables et de qualité.
Les grandeurs physiques à contrôler pendant l’hydroformage
L’hydroformage est un procédé de formage par fluide sous pression qui permet d’obtenir des produits aux caractéristiques maîtrisées et importantes d’un point de vue applicatif.
Afin de garantir un procédé sous contrôle, il est toutefois essentiel d’analyser, à chaque phase, certains paramètres :
- l’épaisseur de la pièce : c’est le paramètre fondamental pour évaluer la qualité du produit obtenu par hydroformage. Ce contrôle peut être réalisé de deux manières. Dans un premier temps, une simulation à l’aide d’un logiciel FEM permet d’analyser le comportement du matériau pendant le formage, en intégrant tous les paramètres opératoires. Dans un second temps, une analyse pratique de la pièce peut être effectuée afin de vérifier que les résultats attendus ont bien été obtenus ;
- la pression : la pression est à la fois un paramètre de réglage et un retour d’information du procédé. En effet, elle doit être définie au niveau de la machine, mais elle constitue également un indicateur permettant de vérifier, par exemple, si les mouvements axiaux ont été correctement paramétrés.
Bien que ces paramètres soient les principaux à surveiller, il existe également d’autres précautions et paramètres qui, s’ils ne sont pas maîtrisés, peuvent compromettre totalement le résultat final.
Quelles sont les principales opérations de préformage des raccords en T ?
Là encore, les possibilités sont nombreuses et varient en fonction des caractéristiques finales recherchées. Les principales sont :
* « Crushing » des tubes : le tube est inséré dans un moule profilé qui lui imprime la forme finale souhaitée, puis combiné à un procédé d’hydroformage permettant une meilleure adhérence aux parois du moule. Les phases allant d’une déformation partielle à une déformation totale, lorsque le moule est fermé, sont ainsi réalisées. Cela permet de réduire les pressions mises en jeu et d’utiliser des équipements de dimensions plus réduites ;
* « Bending » (cintrage) des tubes : une charge est appliquée afin de fléchir le tube, d’en modifier la direction principale et d’obtenir des géométries différentes selon les applications requises ;
* Recuit : traitement thermique visant à réduire les contraintes générées précédemment, par exemple lors des phases de crushing et de bending.
Le choix de la méthode la plus appropriée constitue une exigence fondamentale pour le fabricant, afin de valoriser le produit et de réduire au minimum les rebuts en phase de production.